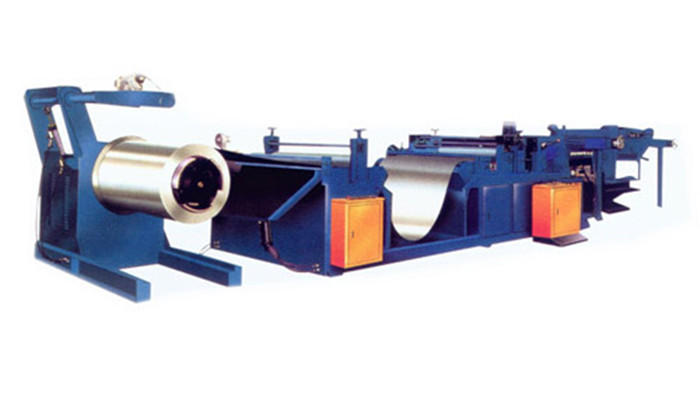
開卷校(xiào)平分條剪(jiǎn)切生(shēng)產線
一、 技(jì)術參數:
1. 原材料(liào)卷板厚度(dù): 0.35-3mm ;
2. 原 材 料 材(cái) 質:不鏽鋼304 ;
3. 原材料卷板寬度:400-1600mm;
4. 原材料卷(juàn)板內徑:φ508\φ610;
5. 原材料卷板外(wài)徑:Dmax=φ1600mm;
6. 原材料卷板重量:25T;
7. 橫切寬(kuān)度:1600mm;
8. 剪切精度:
長度 精 度: ±0.5mm (以2000mm長板計)
對角線精度: ±1mm(以2000mm長板計)
矯平平整度: ≤ 2mm/m2 ;
縱剪寬度允許誤差:±0.1mm
9. 縱剪條數: 10條
10. 矯(jiǎo)平輥材質: 42CrMo;
11. 矯平輥徑:φ80 mm;表麵鍍硬鉻、硬(yìng)度(dù)HRC55-60°;
12. 矯平(píng)速度: 0-60m/min ;
13. 矯平主機的注油采用集中注油方式;
14. 使用電源:380V三相電,50Hz;
15. 進料方(fāng)向:從操作(zuò)麵看(kàn),左進料,右(yòu)出料;(可根據客戶的要求選(xuǎn)擇)
16. 占地麵積:9米(寬)×38米(長);
二、設備工藝流程:
運料→上卷→開卷(juàn)→引料直頭→矯平→活套(tào)→導向對中→縱剪→收廢絲→活套→預分料阻尼→壓分料→收卷機(jī)→出料(liào)小車→導向對中→精矯定尺(chǐ)→橫
切(qiē)→皮帶輸送→拋料→垛料→出料台→捆紮吊運(yùn)(液壓係統、氣動係統、電控係統)

三、設備主要技術參數:
1、上料小車:
1) 用(yòng)途: 是將鋼卷升(shēng)至放料架位置,升降(jiàng)上料;
2) 結構:由小車機架、V形托盤(表麵覆聚氨酯板)、升降油缸、4根(gēn)導柱、導(dǎo)套(tào)、托料座、走輪(lún)、鏈條(tiáo)、2條傳動軸、電機擺線針輪減(jiǎn)速機等組成(chéng);
3) 電機減速機通過鏈輪鏈條驅動主軸運轉,從而完成小車的行走功能。V形(xíng)鋼(gāng)卷(juàn)托盤的升降由油(yóu)缸完成,上料小車沿鋼(gāng)卷(juàn)徑向行走。導柱(zhù)導向以防托盤上升(shēng)下降時歪斜。小車的運行由擺線針輪減速機完成。另1條車輪軸隨動(dòng);
4) 鋼板焊接件(jiàn)采用回火(huǒ)處理; 導柱表麵鍍鉻;走(zǒu)輪表麵淬(cuì)火(huǒ)HRC45-50
技術規格(gé):
ü 電機功(gōng)率 AC 3KW
ü 升降油缸 Ø160X700mm
ü 導(dǎo)向杆數量: 4根
ü 承載卷重: 25T(Max)
ü 車輪: 45#鋼 淬火硬(yìng)度(HRC45-50)
ü V形托料架工作麵: 聚(jù)氨酯板 可更(gèng)換
2、液壓內漲式開(kāi)卷機:
1)功能:承載鋼卷; 采用獨臂液壓內漲式形式。
2)構造:由導軌式機座、機(jī)架(jià)、放(fàng)料軸(zhóu)、刹車盤、液壓(yā)內漲放料盤、力矩電機減速機放(fàng)料漲力機構等組(zǔ)成。
3)開卷機采用液壓伸縮裝置,旋轉油缸與空(kōng)心(xīn)主軸連接,主軸在減速機通過大小(xiǎo)鏈輪驅動下(xià)帶動鋼卷運轉(zhuǎn)。主軸端部裝氣動碟刹,通過調節可實行開卷張力及停車刹車的功能,從而可靠地實行平穩開卷,消除跑偏現(xiàn)象(xiàng),提(tí)高放料穩定性;
技術(shù)規格:
ü 卷筒漲縮盤Φ475-Φ520mm
ü 液壓漲縮油缸(gāng): 缸徑φ180 行程100 油路有防退(tuì)功能
ü 空氣碟(dié)式抱(bào)刹:850-113-204。
ü 主軸減速機驅動BWD4-43 -力矩電機YLJ160-100/6 。
ü 壓頭開卷電(diàn)機:BWD4-49-5.5KW。
ü 主要材質(zhì) 主軸 40Cr,調質(zhì)
柱(zhù)頭 ZG45, 調(diào)質
機架 鋼板焊(hàn)接(jiē),退火
3、液(yè)壓鏟板(bǎn)壓料裝置:
1)功能:其作用是使板頭平整喂入送料校平機
2)構造(zào):由機架、托板裝置、壓直裝置組成。
托板和壓料裝置升降均采(cǎi)用液壓驅動結構。
2-1 自動鏟頭構造:由(yóu)鏟頭伸(shēn)縮板、鏟頭座、鏟頭伸縮壓(yā)板、鏟頭伸縮油缸、鏟頭升降油缸、壓(yā)頭缸(gāng)等零部件組成。
2-2 直頭機構由導杆、導套、油缸(gāng)等組成。
技術規格:
ü 壓直輥:φ70*600 表麵塗聚胺脂
ü 直頭油(yóu)缸:φ80*500 1隻
ü 升降油缸: φ80*450 1隻
ü 伸縮(suō)油缸:φ63*450 1隻
4、矯平主機(6重式(shì))
本設備為輥(gǔn)列不(bú)平行輥式板料校平機, 主要由夾送輥(gǔn)機構部份、主(zhǔ)機部分:機架部(bù)份、輥係部份、調整部份、輪係部份、托輪部份、壓下調整部份、主傳(chuán)動部(bù)分組成。機器主體采用四柱式框架結構,下排工作輥固定在下機座(zuò)上,上排工作輥固定於活動(dòng)橫梁(liáng)上,通過壓(yā)下機構的減速電機的驅動,可調節上下工作輥的壓下量的大小,壓下可同上同(tóng)下,也可單獨上下(xià)。為保證校平精度及表麵質(zhì)量,校平輥與支承輥之間皆設有支承輥,采(cǎi)用交叉(chā)支承的方法。全部工作輥為主(zhǔ)動輥(gǔn)。由主電機通(tōng)過減速器進入分配箱,通過萬向接軸驅動(dòng)工作輥(gǔn)工作(zuò)。 在牽引(yǐn)輥與校平(píng)輥之間設有導向板,以便於引料;
夾送裝置:
1)功能:其作用是使板頭夾送進入校平機
2)構造:對輥夾(jiá)送結構
3)驅動方式:夾送動力由十(shí)字萬向接軸從校平機分動箱引出,下輥主動,上輥被動。
4)上輥(gǔn)升降:由氣缸驅動實現,齒輪+齒條機(jī)構(gòu)
校平部(bù)分:
1)功(gōng)能:其作用是將鋼板整平後送進入校(xiào)平機
2)構造(zào):六重式
技術(shù)規格:
校平輥數量: 17根
校平輥布置形式: 上8下9
校平輥直徑: φ80mm
中間輥 φ60mm
中心距(jù): 85mm
校平速(sù)度: 0-60 m/min
支承輥直徑: φ120mm
支承輥數量: 上下各3組
支承輥布置形式: 交(jiāo)錯布置
校直輥、支承輥支撐: 均為滾動軸承
軸承座: 45#鍛鋼件
輥(gǔn)子驅動: 上、下工作輥均為主動輥,采用交流電機變頻調(diào)速。
矯平輥係:
矯平輥是機器的主要工作部分,主要由工作輥(gǔn)、支承(chéng)輥裝置組成。工作輥、支承輥是本機(jī)的關鍵(jiàn)零件之一,具有足(zú)夠的強度(dù)、剛度、表麵硬度和加工精度(dù)。支承輥部分裝有整體斜鐵螺栓拉緊機構,以便(biàn)調整(zhěng)工作輥和支承輥的(de)接觸間隙,提高校平精度。
工作(zuò)輥(gǔn)材質:材料42CrMo,采(cǎi)用先進的製造工藝確保工作輥精度(dù)的穩定和長壽命的特點(diǎn)。
熱處理硬度:
1、調(diào)質處理(lǐ):HB220~286;
2、淬火硬度:工作輥熱處理表麵鍍硬(yìng)鉻後硬度HRC55-60,淬(cuì)硬深度3-5mm/單邊,表(biǎo)麵粗糙度達到Ra0.4以上。
支承輥材(cái)質:材料40Cr製造。調質處理:HB220~286;支承輥采用交錯排列安裝的型式。承受著水平與垂直兩個方向(xiàng)的力,提高了工(gōng)作輥的強度和剛度。支(zhī)承輥部分裝有斜鐵機(jī)構,以便調(diào)整工作輥和支承輥的接觸間(jiān)隙。調整間隙-1~3mm。軸承采(cǎi)用高(gāo)承載能力的調心滾子軸承。可自(zì)動(dòng)調心以(yǐ)保(bǎo)證支承輥和工作(zuò)輥的有效接觸,提高校平(píng)精度.
動力部(bù)分(fèn):
1)功(gōng)能(néng):其作用是為校(xiào)平主提(tí)供動力;
2)構造:由動力座、硬(yìng)齒麵齒輪減速(sù)機,45kw交(jiāo)流電機、電(diàn)機輪、聯(lián)軸器、YWZ製動器、動力分配箱(xiāng)、十五根萬向十字節等組成。
技術規(guī)格:
交流電機: 45KW
主 要 材 質: 焊接件機座,焊接式齒輪分配箱,去應力處理。
齒 輪:40CrMo調質高頻淬火;
減速機型號:硬齒麵齒輪減速(sù)機
5、活套:
1) 功能:用(yòng)於控製機粗矯平機與縱剪機之間的速度(dù)同步。
2) 結構(gòu):主(zhǔ)要由機架、弧型過渡架、翻板平台(tái)、滑(huá)動托輥、過橋尼(ní)龍托輪、液壓起落(luò)機構等組成。由光電開(kāi)關配合加工速度控(kòng)製鋼帶在活套坑中(zhōng)的位置。
技術規格:
ü 形式: 單板式
ü 數(shù)量: 1台
ü 引渡鋼板zui大寬度: 1600mm
ü 活套基礎尺寸(cùn): 長(zhǎng)X寬X深=3200X2000X3000mm
ü 主要部位(wèi)材質: 活套(tào)台 鋼板焊接及防劃傷工程塑料板
滑輥 45#鋼,表麵包聚胺脂。
油(yóu)缸 Ø80X1270mm 1隻
6、導向對中壓料裝置:
1) 功能:導正板(bǎn)料走向,使(shǐ)板料位(wèi)於機組中心線。壓緊板料(liào),以(yǐ)防板料上翹;
2) 結構:采用(yòng)立輥導向,主要有絲杆、導向杆、滑座、立式導輥、對中調節手(shǒu)輪及托輥組成。
技術規格:
ü 形式: 兩側單獨調整,整體可移動式
ü 數量: 1套
ü 側導調整寬度: 600~1600mm。
ü 導(dǎo)輥(gǔn)直徑 Ø80X150mm,材質為42CrMo、調質、中頻處理,鍍硬鉻後(hòu)拋光而成
ü 滾筒 45#鋼,表麵包聚胺脂。
ü 左右絲杆雙(shuāng)向調整寬度。 45#鋼
ü 壓料輥安裝在縱剪入料側,上輥由氣缸壓緊,防(fáng)止板料翹起。
ü 壓料輥上輥為鋼芯膠輥,下輥為淬硬鋼輥。
7. 縱(zòng)剪機:
1) 功(gōng)能:將鋼卷縱向分切成需要的(de)寬度。
2) 結 構:滑座壓下式(shì),側換刀片。
主機由刀軸牌坊、上下刀(dāo)軸、上刀軸(zhóu)升降蝸輪(lún)箱、交流電機及(jí)齒輪分配箱、萬向節等組成。直流電機通過減速機及齒輪分配箱(xiāng)驅動兩根刀軸旋轉,刀軸上裝有刀盤,上下刀(dāo)同時旋轉將板材切成條(tiáo)料。油缸推動牌坊側開,方便換刀。上刀軸電動調(diào)整刀片重疊量。電機與減(jiǎn)速機氣動離合,可實現拖剪。通過調換隔套,可靈活改變剪切成品寬度。采用液壓側開式機架,更換刀(dāo)片(piàn)方便快捷。
動力部分構造:由機座、電機減速機、對齒箱、十(shí)字(zì)萬向軸等組成;
主要技術規格:
ü 刀軸徑¢220mm調質處理(lǐ),精磨加工。
ü 減速機:型號ZQ1000;
ü 功率:75KW/1500rpm
ü 縱剪刀片材質:6crw2si
ü 特殊配件(jiàn)規(guī)格(gé)參數: 圓刀尺寸:內徑Φ220mm 外徑Φ320mm
圓刀隔套:內徑Φ220mm 外徑Φ260mm
退料膠圈:內徑Φ260mm 外徑Φ320mm
8. 活套:
1) 功能:用於控製縱剪機與收卷機之間的速度同步。
2) 結構:主要由機架、弧型(xíng)過渡架、翻板平台、滑動托輥、過橋尼龍托輪、液壓起落機構等組成。由光電開關(guān)配合加工速度控製鋼(gāng)帶在活套坑中(zhōng)的位置。
技術規格:
ü 形式: 單板式
ü 數量: 1台(tái)
ü 引(yǐn)渡鋼板zui大(dà)寬度: 1600mm
ü 活套基礎尺寸: 長X寬X深=3450X2000X5000mm
ü 主要部位材質: 活套台 鋼(gāng)板焊接及防劃傷工程塑料板
9. 廢絲收卷:
1) 功能:收取縱剪機切下的(de)板料廢邊。
2) 結構:該設備由張力調速電機、減速器、轉盤、刹車裝置、底座及往複排料裝置等組(zǔ)成。位於生產線(xiàn)兩(liǎng)側,交流調速電(diàn)機驅動, 邊絲(sī)由井字輪導出。
該設備收取廢(fèi)邊時可進行無級調速,以達到與圓盤剪同步之目的(de)。此外,轉盤(pán)擋板是可(kě)拆卸的,這樣可容(róng)易(yì)卸下廢邊卷(juàn)。
技術規格:
ü 形式: 盤卷手動卸(xiè)料式
ü 數量: 2台
ü 廢邊鋼板厚度: 0.35-3.0mm
ü 廢邊鋼板寬度: 2-15mm
ü 卷取速度: 0~150m/min(Max.)
ü zui大卷取(qǔ)重量(liàng): 200KG/單組
ü 收卷盤規(guī)格:Φ340×400mm
ü 收卷盤(pán)動力:兩側(cè)各自蝸輪減速電機傳動
ü 脫料形式:螺杆推動收卷傘杆收縮
ü 排線形式:絲杆來回運動
ü 主要部位材質: 轉盤、底(dǐ)座等 鋼(gāng)板焊接
軸 45#鋼
10: 預分料、張力阻尼 :
1) 功能:使進入收卷機的鋼帶(dài)預先(xiān)分離。將帶鋼分隔導向 、產生收卷張力,便(biàn)於收緊板料。同時使收卷鋼帶產生後張力,便於卷取時鋼帶緊密不鬆散。
2)預分料、張(zhāng)力阻尼結構(gòu):由機架、二套(tào)預分(fèn)料軸、液壓阻尼機構、壓分料機(jī)構,反轉導向輥等組成。
張力控製采用油缸壓下(xià)板式張力(lì)裝置(zhì),通過調節液(yè)壓減壓閥調(diào)整壓下壓力。在張力(lì)站後附有鋼帶測速(sù)測長裝置,提供信號控製(zhì)線速度同步(bù),並在主控台(tái)顯示鋼帶長度,並為分卷時提供依據。
主要技術規格:
ü 形式(shì): 液壓板式
ü 數量: 1套
ü 通過鋼板寬度: 1600mm(Max)
ü 主要部位材質: 機架鋼板焊接上、下壓板Q235A鋼焊接退火處理
ü 預(yù)分料軸規格:Ф100×1650mm;
ü 預分料片規格:Ф200×3mm(預壓分料片可通用)
ü 預分料片材質:65Mn,淬火處理;
ü 裝分(fèn)料片形式:手動推動一端牌坊實現
ü 預分料軸升降:液壓油缸(gāng)傳(chuán)動Φ80×100mm
ü 阻尼形式:機架橫梁式壓(yā)緊,上下橫梁間加羊毛氈、硬木板;
ü 阻尼板壓下(xià)油缸:Ф80×130mm;2隻
ü 反轉輥徑:φ300mm(表麵鍍硬鉻(gè))
ü 入口(kǒu)安裝進料(liào)導板,液壓擺動並伸縮
11 收卷機:
1)功能: 將縱剪後的帶(dài)料(liào)重新卷成成品卷。
2)結(jié)構:卷筒為懸臂漲縮式,由主軸、楔形滑塊、拉杆、鉗口、弧形板等組成;卷筒采用(yòng)直(zhí)流調速電機驅動旋(xuán)轉,液壓驅動徑向漲縮方(fāng)式; 卷筒上設有液(yè)壓懸臂式卷帶(dài)分離器可隨鋼卷增(zēng)大而自動(dòng)上升,收齊(qí)料卷並能始終壓緊鋼卷。帶有氣動快速(sù)刹車裝置。退料采用液壓推板方式,以(yǐ)保證退料時鋼卷不錯層、不散卷。主要由直流馬達、減速箱(xiāng)、卷筒、固定底座等組成。
卷筒上設有液壓分離器,可隨鋼卷外(wài)徑增大而自動上升,收(shōu)齊料卷、並能始終壓緊(jǐn)鋼卷;
減速機構:箱體(tǐ)式齒輪傳動(dòng);
技術(shù)規格:
ü 形式: 滾筒式
ü 數量: 1套
ü 卷取內徑: Φ508mm
ü 卷取外徑(jìng): Φ1600mm
ü 卷取重量: 15 t (Max)
ü 卷取速度: 0~60m/min可調(diào)
ü 收卷筒漲縮(suō)直(zhí)徑: Ф508mm
ü 收卷筒(tǒng)有效長度: 1650mm
ü 壓分料軸規格: Φ100×1650mm
ü 分料片規(guī)格及(jí)材質: Φ200×3mm,65Mn淬火處理
ü 漲縮液壓油缸: Ф200×80mm
ü 壓分(fèn)料軸壓下動力: 液壓油(yóu)缸(gāng)Φ80×350mm,壓力可調
ü 卷取(qǔ)方式: 上(shàng)卷式
ü 驅動電動機: DC 90 KW
ü 收卷軸支承架結(jié)構:鋼製結構件(jiàn);液壓油缸Φ80×350mm
ü 主要部位材質(zhì): 齒輪箱 鋼板焊接 退火處理
楔形(xíng)滑塊 35#鋼 調質處理(lǐ)
主軸 JIS-SCM440 調質處理
弧型(xíng)板 鑄鋼(調質處理、表麵鍍鉻拋光處理)
齒輪 40Cr鋼(調質、高(gāo)頻處理HRC48-52)
12、 收卷輔助支承:
用途:支撐收卷機卷筒懸臂端,增(zēng)加其(qí)負載時的旋轉剛性。
ü 結構:連杆式,液壓油缸推(tuī)動擺動
13、卸料小車:
1) 用途: 是將鋼卷升至放料架位置,升降上料;
2) 結構:由小車機架、V形托盤(pán)(表麵覆聚氨酯板(bǎn))、升降油(yóu)缸、4根導柱、導套、托料座、走輪、鏈條、2條傳動軸、電機擺線針輪減速機等組成(chéng);為防止卷料在運出過程中傾翻,特在小車上設有分段式插杆裝置。
電(diàn)機減速機通過鏈輪鏈條驅(qū)動主(zhǔ)軸運轉,從(cóng)而完成小車的行走功能。V形鋼卷托
盤的升降由油缸完成,上料小車沿鋼卷徑向行走。導柱導向以防托盤上升下降時歪斜。
鋼板焊接件(jiàn)采用回火處理; 導柱表麵(miàn)鍍鉻;走輪表麵淬火(huǒ)HRC45-50
技術規格:
ü 電機(jī)功率 AC 3KW
ü 升降油(yóu)缸 Ø160X700mm
ü 導向杆數量: 4根
ü 承載卷重(chóng): 15T(Max)
ü 車輪: 45#鋼 淬火硬度(HRC45-50)
ü V形托料架工作麵 聚氨酯板 可更換
14、導向對中壓料裝置:
1) 功能:導正板料走向,使板料位於機組中心線。壓緊板料,以(yǐ)防板料上翹;
2) 結構:采用立輥導向,主要有(yǒu)絲杆、導向杆、滑座、立式導輥、對中調節(jiē)手輪及托輥組成。
技術規格:
ü 形式: 兩側單獨調整,整體可移動式
ü 數量: 1套
ü 側導調整寬度: 600~1600mm。
ü 導輥直徑 Ø80X150mm,材質為42CrMo、調質、中頻處理,鍍硬鉻後拋光而成
ü 滾筒 45#鋼,表麵(miàn)包聚胺脂。
ü 左右絲杆雙向(xiàng)調(diào)整寬度(dù)。 45#鋼
15、5輥複(fù)校、四輥夾送定尺裝置
1)功能:對活套(tào)上(shàng)來的鋼板進行二次精校平以及司服定尺。
2)構造:由機(jī)座、機架、校平輥、定尺輥、夾送輥、壓下機構、刹車、行星齒輪減速機、齒輪、司服電機、聯軸器等組成;定(dìng)尺上下輥均為主動輥,其中(zhōng)一根定尺上輥塗聚氨脂膠硬度邵氏85-90°。
技(jì)術規格:
ü 形式(shì): 標準型式(shì)
ü 數量: 1套
ü 送料鋼板厚度: 0.4~3.0mm
ü 送料鋼板寬(kuān)度: 600-1600mm
ü 伺服電動機: AC11Kw 安川
ü 伺(sì)服控製係統: 安川
ü 夾送輥: 4支
ü 夾送定尺輥直徑 Φ159mm
ü 整(zhěng)平輥: 5支(上2下3)
ü 整平輥直徑 Φ120mm
ü 觸摸屏: 日本三菱(líng)
ü 主要部位材質: 牌坊、底座等 鋼板焊接(退火處理)
ü 夾送輥:42CrMo鋼(gāng),調質、中頻(pín)處理,鍍硬鉻後拋光而成,其中一支外(wài)包聚氨脂(zhī)。
ü 整平(píng)輥:42CrMo鋼,調(diào)質、中頻處理,鍍硬鉻後拋光而成(chéng)。
ü 齒輪: 40Cr 鋼 調(diào)質、高頻處理HRC50-52度
ü 減速機:高精密(mì)安川伺(sì)服專配行(háng)星齒輪減速機
ü 夾(jiá)送定尺(chǐ)輥間隙調整:
上輥調節量升降由電機經蝸輪蝸杆減速機驅動,壓緊力手動調整
16. 高速氣動橫剪機
1) 功能:定尺剪切鋼板
2) 構造:氣(qì)動離合剪床為一根據NC指令將鋼板快速切斷的設備,裁剪方式是通(tōng)過(guò)電機、氣動離合器、皮帶、皮帶輪、齒輪帶動曲(qǔ)軸由下往上驅動刀片進行裁剪,剪切速度是由電機轉速決定的。其下刀座坐落在線性矩形導軌內,保證其上下精密運動。該設備裁(cái)剪不同板厚時(shí)可通過外側手輪快速調整斜(xié)塊來調整橫切刀間隙,每片刀片的四(sì)麵(miàn)刀刃都可使用,更換方(fāng)便。該設備主要由牆板、上下刀座及刀片、間隙(xì)調整機構、曲軸、線性矩形導軌(guǐ)、電機及氣動離合器等組成。
主要技術參數:
ü 形 式: 鋼板焊接機架,曲(qǔ)軸連(lián)杆機構
ü 刀(dāo)片材質: 6CrW2Si,硬度:HRC54-58°
ü 剪切毛刺高(gāo)度: ≤0.05mm
ü 刀片形式: 上刀(dāo)矩形四麵刃,下刀V形兩麵刃
ü 剪切形式: 刀架由下(xià)向上剪切,毛刺向上(shàng)
ü 導(dǎo)向形(xíng)式: 矩形導軌支承
ü 驅動形式: 氣動離合器、飛輪傳動。
ü 主要(yào)部位材質: 刀片: SLD-11(刀刃4麵可用)
牆板、上下刀座、底座等: 鋼(gāng)板焊(hàn)接
曲軸: 40Cr鋼(調質(zhì)處理)
齒輪: 40Cr鋼 (調質、高頻處理HRC48-52)
ü 電機: AC 15Kw
ü 刀架運(yùn)動軌跡為精鑄銅板,摩擦阻力小。上導軌可作(zuò)刀架前後傾微調,可獲得較好的剪切斷(duàn)麵。
ü 壓料裝置采用(yòng)彈簧壓料,壓板壓腳有防滑墊塊,壓料力較大且不易損(sǔn)傷板料表麵。
ü 本機(jī)床采用(yòng)氣動離合器動力傳動,從而大大提高了剪切速度。
17.皮帶輸(shū)送機:
1)功能:將剪切下來的鋼板輸送(sòng)至氣動排料架(jià)。輸送機為一將剪(jiǎn)切後鋼板繼續輸送到後工(gōng)序的設備。
2)構造:它(tā)由(yóu)鋼結構輸送架,輸送皮帶、托輥、鏈條、鏈輪及變頻(pín)調速電機等組成。輸送皮帶為(wéi)耐高拉力纖維輸送帶,品質保證、防滑及耐磨力高。此(cǐ)外,輸送皮帶(dài)的運行速度也是無級可(kě)調(diào)的。
主要技術參數:
ü 形式 : 皮帶輸送式
ü 數量 : 1套
ü 驅動電動機(jī) : AC 4KW
ü 主(zhǔ)要部位材質: 輸送架 鋼板焊接
托輥 20# 鋼
ü 鏈(liàn)輪 45# 鋼(gāng)
ü 輸送皮帶 耐高(gāo)拉力纖維
18.氣動落料架(jià):4m
1)功能: 疊料裝置為一自動將校平並定(dìng)尺裁剪後的鋼板整齊堆垛(duǒ)的裝置
2)構造: 該裝置主要由疊料架、前後及側擋板、絲杆傳(chuán)動機構等組成。
結合升降台及輸出台車,還可將整齊堆垛的鋼(gāng)板輸送到包(bāo)裝區(qū)域進行打包等作業。該裝置配有鼓風機和自動接料架機構,對鋼板表麵起到很好的保護作用。在尾部加裝手(shǒu)持式開關盒,以便卸料。此外,該裝置具有(yǒu)長寬限(xiàn)位,自動(dòng)打板,自動升降,等(děng)功能。
主要技術參數:
ü 形(xíng)式 : 雙台車輸出式
ü 數量 : 1套
ü 疊料鋼板寬度: 600-1600mm
ü 疊料(liào)鋼板長度: 500-4000mm
ü 板麵保護: 風托+自動接(jiē)料架
ü 鼓風電動機 : AC 7.5Kw(可變頻調速)
ü 升降台一次下降高度: 50mm,根據使用情況(kuàng)可調整。
ü 集料高度: 650 mm(含木架)
ü 集料重量: 5T(MAX)
ü 主要部位材質: 疊料架、升降台、輸出台車等 鋼板、型鋼等焊接
絲杆 45#鋼 調質處理(lǐ)
車輪軸 45#鋼 調質處理
車輪 45#鋼(gāng) 淬火硬(yìng)度HRC45-50
19.“x”升降台車:
1)功能:升降出料小車(chē)用。
2)構造: 由底座、“x”支撐(chēng)架、液壓升降機構(gòu)、台車麵架、導軌等組(zǔ)成。 隨著剪切鋼(gāng)板(bǎn)堆垛數(shù)量的增加升(shēng)降台車可自動下降。
技術規格:
ü 有(yǒu)效台麵:3500×1600mm;
ü 有效升降高度:400mm;
ü 有效(xiào)承重:5000kg;
20.出(chū)料小車 (2台側出料):
1)功能: 堆(duī)集氣動排料(liào)架拋下的鋼板。
2)構造: 由機架(jià),軸承(chéng),軸承支座,輸送(sòng)輥,減(jiǎn)速電機(jī)等組成。
校平後的板材到達卸(xiè)料平台,置料裝置根據程序將板材向(xiàng)前推(tuī)進,當(dāng)鋼板堆積至要求的位置,出料小車(chē)由電機驅動(dòng),將鋼板移出垛料架,完成提(tí)升(shēng),包裝。
技術(shù)規格:
ü 台麵(miàn)規格:3.5米*1.6米
ü 出料電機:BWD2-35-1.5KW
21. 電控係統:
1)功能:使全機組設備可實行自動及手動(dòng)動作。
2)構造:本線電氣係統由PLC集中控製,配備觸模式液晶(jīng)彩色顯示器,采用人機對話輸入方式,具有長度設定、自動計數、速度調整、自動/手(shǒu)動進給,連續(xù)剪切、係統保護(hù)等功能。
開(kāi)卷機采用液(yè)壓驅動,手動調速。正常開料時,開(kāi)卷機一般不主動放料,而由校(xiào)平機拖動。自動運(yùn)行時,可由液壓抱閘製動器產生反向張力(張力大小可手動調節),板料不易走偏。
校平(píng)機速(sù)度調整既(jì)可手動調速也可自動變速,便(biàn)於速度相(xiàng)匹配,使校(xiào)平機在全線運行過程(chéng)中平(píng)穩運行,提高板材平整質量。
板材送料長度采用交流(liú)變頻定尺,可通過人機界麵輸入工件長度、連續剪切(qiē)件數及送料速度等參數,達到編程件數時全線會自動停車。
生產線(xiàn)充分考慮人機安(ān)全,采取可靠防(fáng)護措施防(fáng)止誤動作,一旦出現緊急情況,可(kě)以快速切斷電(diàn)源。各(gè)操縱台上都設(shè)置(zhì)急停按鈕。
生產線設有三種工作方式(shì),即:調整、手動、自動。以便實現生產線的單機(jī)單動和全線協調自動運行。
全線電控係統由配(pèi)電(diàn)櫃、操作台、外部檢(jiǎn)測元件(jiàn)(編碼(mǎ)器、光電開關、接近開(kāi)關(guān)、行(háng)程開關等)、外部執行(háng)元件(電機、電磁鐵)和電氣附件構成(chéng)。
配電櫃:主要安(ān)裝強電元(yuán)件(空氣開關、接觸器、繼電器(qì)等)、變頻器(qì)、PLC等。
操作台(tái):操作台由二個分操作台組成。便於全線單機和連線操作。
l 電氣控製係統的組成:
包括PLC(可編程控製(zhì)器)、歐陸(lù)590C、觸摸屏、變頻器、檢(jiǎn)測和保護元件等(děng)。
l 電氣控製(zhì)係統的基本功能:
Ø 能夠實現人機對(duì)話(菜單功能)。
Ø 具(jù)有自我檢測功能。
Ø 具有自動計數功能和自動報警功能。
Ø 具有斷(duàn)電保護及通電續開功能(néng)。
l 電氣控製係統的特點(diǎn)和工作方式:
Ø 按照卷料不同工作流程下達參數調整程序,控製整條生產線各設備的運轉。
Ø 工作方(fāng)式分為手(shǒu)動方式和自動(dòng)方式兩種:
² 手動方式下,操作員通過操作麵板上的按鍵,以點動的(de)方式控製各單機的動作。
22.液壓氣動係(xì)統:
1)功能:使全機(jī)組設備可實行自動及手(shǒu)動動作。
2)構(gòu)造:由液壓(yā)站、液(yè)壓泵、閥板、液壓換向閥、疊加式單向閥、阻尼閥、溢流閥、同步閥、保壓閥以及調正(zhèng)閥(fá)、高壓軟硬管道、接頭等組成。
傳動功率:7.5kw-4
壓力:0-12Mpa,
額定排量:16L/min
型生產線")
開卷校平分條(tiáo)收卷剪切生產線

壓裝四柱液壓機")

光切(qiē)割機")

西重型廢鋼剪切機")

")





動化衝壓(yā)生產(chǎn)線")





 陝公網安備 61011102000521號
陝公網安備 61011102000521號
{kind=link}