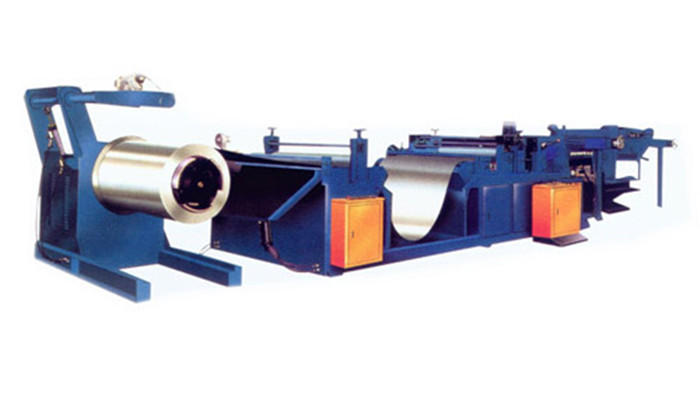
開卷校平分(fèn)條剪切生(shēng)產線(xiàn)
一、 技術參數:
1. 原材料卷板厚度: 0.35-3mm ;
2. 原 材 料 材 質:不鏽鋼304 ;
3. 原材料(liào)卷板寬度:400-1600mm;
4. 原材料卷板內徑:φ508\φ610;
5. 原材料卷板(bǎn)外(wài)徑:Dmax=φ1600mm;
6. 原材料卷板重量:25T;
7. 橫切寬度:1600mm;
8. 剪切精(jīng)度:
長度 精 度: ±0.5mm (以2000mm長板計)
對角線精度: ±1mm(以2000mm長板計(jì))
矯平(píng)平整度: ≤ 2mm/m2 ;
縱剪寬度允許誤差:±0.1mm
9. 縱(zòng)剪條數(shù): 10條
10. 矯平輥材(cái)質: 42CrMo;
11. 矯平輥徑:φ80 mm;表麵鍍硬鉻、硬度HRC55-60°;
12. 矯平速(sù)度: 0-60m/min ;
13. 矯平主機的注油(yóu)采用集中注油方式;
14. 使(shǐ)用電源:380V三相電,50Hz;
15. 進料方向:從操作麵看,左進料,右(yòu)出(chū)料;(可根據客戶的要求選擇)
16. 占地麵積(jī):9米(寬)×38米(長);
二、設備工藝流程(chéng):
運料→上(shàng)卷(juàn)→開卷→引料(liào)直頭→矯平→活套→導向對中→縱剪(jiǎn)→收廢絲→活套→預分料阻尼→壓分料(liào)→收卷機→出料小車→導向對中→精矯定尺→橫
切→皮(pí)帶(dài)輸送→拋(pāo)料→垛料→出料台→捆紮吊運(液壓係統、氣動係統、電控係統)

三、設備主要技(jì)術參數:
1、上料小車:
1) 用途: 是將鋼卷升至放料架位置,升降上料(liào);
2) 結構:由小車機架(jià)、V形托盤(表麵覆聚氨酯板)、升降油(yóu)缸、4根導柱、導套、托料座(zuò)、走輪、鏈條、2條傳動軸、電機擺線(xiàn)針輪減速(sù)機等組成;
3) 電機減速機通過鏈輪鏈條驅動主軸運轉(zhuǎn),從而完成小(xiǎo)車的行走功能。V形鋼卷托盤的升降由油缸完(wán)成,上料小(xiǎo)車沿鋼卷徑向行走。導柱(zhù)導向以防托盤上升下降時歪斜。小(xiǎo)車的運行由擺線針輪減速機完成(chéng)。另1條車輪軸(zhóu)隨動;
4) 鋼板焊(hàn)接件采用(yòng)回火處理; 導柱表麵鍍鉻;走輪(lún)表麵淬火HRC45-50
技術規格:
ü 電機(jī)功率 AC 3KW
ü 升降油缸 Ø160X700mm
ü 導向杆數量(liàng): 4根
ü 承載卷重: 25T(Max)
ü 車輪: 45#鋼 淬火硬(yìng)度(HRC45-50)
ü V形托料架(jià)工作麵(miàn): 聚氨酯板 可(kě)更換
2、液壓內漲式開卷機:
1)功能:承載鋼卷; 采用獨臂液壓內漲式形式。
2)構造:由導軌式機座、機架、放料軸、刹車盤、液壓內漲放料盤、力矩電機減速機放料漲力機構等(děng)組(zǔ)成。
3)開卷機(jī)采用液壓伸縮裝置(zhì),旋轉油缸與空心主軸連接,主軸在(zài)減速機通(tōng)過大小鏈輪(lún)驅動下帶動鋼卷運轉。主軸端部裝(zhuāng)氣動碟刹,通過調節可實行開卷張力及停(tíng)車(chē)刹(shā)車的功能,從而可靠地實行平穩開卷,消除跑偏現象,提高放料穩定性;
技術規格:
ü 卷筒漲縮(suō)盤Φ475-Φ520mm
ü 液壓漲縮油缸(gāng): 缸(gāng)徑φ180 行(háng)程100 油路有防退功能
ü 空(kōng)氣碟式抱刹:850-113-204。
ü 主軸減速機(jī)驅動BWD4-43 -力矩電機YLJ160-100/6 。
ü 壓頭開卷電機:BWD4-49-5.5KW。
ü 主要材質 主軸 40Cr,調質
柱頭(tóu) ZG45, 調(diào)質
機架 鋼板焊接,退火
3、液壓鏟板壓料裝置:
1)功能:其作用是使板頭平整喂入送料校平機
2)構造:由機架、托板裝置、壓直裝(zhuāng)置組成(chéng)。
托板和壓料裝置(zhì)升降均采用液壓(yā)驅(qū)動結構。
2-1 自動鏟頭構造(zào):由(yóu)鏟頭(tóu)伸縮板(bǎn)、鏟(chǎn)頭座、鏟頭伸縮壓板、鏟頭伸縮油缸、鏟頭升降油(yóu)缸、壓頭缸等零部件組成。
2-2 直頭機構由導杆、導套、油缸等(děng)組成。
技術規格:
ü 壓直輥(gǔn):φ70*600 表麵塗聚胺脂
ü 直頭油缸:φ80*500 1隻
ü 升降(jiàng)油缸: φ80*450 1隻
ü 伸縮油(yóu)缸:φ63*450 1隻
4、矯平主機(6重式)
本設備為輥列(liè)不平行輥式板料校平機, 主要由(yóu)夾送輥機構部份、主機部分(fèn):機架部份、輥係部份、調整部份、輪係部份、托輪部(bù)份、壓下調整部份、主傳動部分組成。機器主體采用四柱式框架結構,下排(pái)工作輥固定在下機座上,上排(pái)工作輥固定於活動橫(héng)梁上,通過壓下機構(gòu)的減速(sù)電機的(de)驅動,可調節上下(xià)工作輥的壓下(xià)量的大小,壓下可同上同下,也可單獨上下。為保證校平精(jīng)度及表麵質量,校平輥與支承輥之間皆設有支承輥,采用交叉支承的方法。全部工作輥為(wéi)主動輥。由主(zhǔ)電機通過減速器進入(rù)分配箱,通過萬向接軸驅動工作輥工作。 在牽引輥與校平輥之(zhī)間設有導向板,以便於引料;
夾送裝置(zhì):
1)功能:其作用是使(shǐ)板(bǎn)頭夾送進(jìn)入校平機
2)構造:對輥夾送結構(gòu)
3)驅動方式:夾送動(dòng)力由十字萬向(xiàng)接軸從校平機分動箱引出,下輥主動,上輥被動。
4)上輥升降:由氣缸驅動(dòng)實(shí)現,齒輪+齒條(tiáo)機構
校平部分:
1)功能:其作用是將鋼板整(zhěng)平後送進入校平機
2)構造:六重式
技術規格:
校平輥數量: 17根
校平輥布置形式: 上8下9
校平輥(gǔn)直徑(jìng): φ80mm
中間輥 φ60mm
中心(xīn)距: 85mm
校平速度: 0-60 m/min
支承輥直徑: φ120mm
支承輥數量: 上下各3組
支承輥(gǔn)布置形式: 交錯布置
校直輥、支承輥(gǔn)支撐(chēng): 均為滾動軸承
軸承座: 45#鍛鋼件
輥子驅動: 上、下(xià)工作輥均為主(zhǔ)動輥,采用交流電機變頻調速。
矯(jiǎo)平輥係:
矯平輥是機器(qì)的主要工作部(bù)分,主要由工作輥、支承輥裝置組成。工作輥、支承輥是本機的關鍵零件之一,具有足夠的強度、剛度、表麵硬度和加工(gōng)精(jīng)度。支承輥部分裝有整體斜鐵螺栓拉緊機構,以便調整工作輥和支承(chéng)輥的接觸間隙,提高校平精度。
工作輥材質:材(cái)料42CrMo,采用先進的製(zhì)造工(gōng)藝確保工作輥精度的穩定和長壽命的特點。
熱處理硬度:
1、調(diào)質處理:HB220~286;
2、淬火硬度(dù):工作(zuò)輥(gǔn)熱處理表麵鍍硬鉻後硬度HRC55-60,淬硬(yìng)深度3-5mm/單邊,表麵(miàn)粗(cū)糙度達到Ra0.4以上。
支承輥材質:材料40Cr製造。調質處理:HB220~286;支承輥采用交錯排列安裝的型式。承受著水平與(yǔ)垂直兩個(gè)方向的力(lì),提高了工作輥的(de)強度和剛度。支承輥部分裝有斜鐵機構,以便調整工作輥和支承輥的接(jiē)觸(chù)間隙(xì)。調整間隙-1~3mm。軸承采用高承載能力的調(diào)心滾子軸承(chéng)。可(kě)自(zì)動調心以保證支承輥(gǔn)和工作輥的有效接觸,提高校平精度.
動力部分:
1)功能:其作用是為校平主提供動力;
2)構造:由動力座、硬齒麵齒(chǐ)輪減速機,45kw交流電機、電機輪、聯軸器、YWZ製動器、動力分配箱、十五根萬向十字節等組成。
技術規格:
交流電機: 45KW
主 要 材 質: 焊接件機座,焊(hàn)接式齒輪分配箱,去應(yīng)力處理。
齒 輪:40CrMo調質高(gāo)頻淬火(huǒ);
減速機型號:硬齒麵齒輪減速(sù)機
5、活套:
1) 功能:用於控製機粗(cū)矯平(píng)機與縱剪機之間的(de)速度同步。
2) 結構:主要由機架(jià)、弧型過渡架、翻板平台、滑動托輥、過橋尼龍托(tuō)輪、液壓起落機構(gòu)等組成。由光電開(kāi)關配合加工速度控製鋼帶在活套(tào)坑中的位置。
技術規格:
ü 形式: 單板式
ü 數量: 1台
ü 引渡鋼板zui大寬度: 1600mm
ü 活套基礎尺寸: 長X寬X深=3200X2000X3000mm
ü 主要部位材質: 活套台 鋼板(bǎn)焊接及防劃傷工程塑料板
滑輥 45#鋼,表麵包聚胺脂。
油缸 Ø80X1270mm 1隻
6、導向對中壓料裝置:
1) 功能:導正板料走向,使板料(liào)位於機組中(zhōng)心線。壓緊板料,以防板料上翹;
2) 結構(gòu):采用立輥導向,主要有(yǒu)絲杆、導向杆、滑座(zuò)、立式導輥、對中調節(jiē)手輪及托輥組成。
技術規格:
ü 形式: 兩側單獨調整,整體可移(yí)動式
ü 數量: 1套
ü 側導調整寬度: 600~1600mm。
ü 導輥直徑 Ø80X150mm,材質為42CrMo、調質、中頻處理,鍍(dù)硬鉻後拋光而成
ü 滾筒 45#鋼,表麵包聚胺脂。
ü 左(zuǒ)右絲杆雙向調整寬度。 45#鋼
ü 壓料輥安裝在縱剪(jiǎn)入料側,上輥由氣缸壓緊,防(fáng)止板(bǎn)料翹起。
ü 壓料輥上輥(gǔn)為鋼芯膠輥,下輥為淬硬鋼輥。
7. 縱剪機:
1) 功能:將鋼卷縱向分切成需要(yào)的寬度。
2) 結 構:滑座壓下式,側換刀(dāo)片。
主機由(yóu)刀軸牌坊、上下刀(dāo)軸、上刀軸升降蝸輪箱、交流電機及齒(chǐ)輪分(fèn)配箱、萬向(xiàng)節等組成。直流電機通過減速機及(jí)齒輪分配箱驅動兩根刀軸旋轉,刀軸上裝有刀盤,上下刀同時旋轉將板材切成條(tiáo)料。油缸推動牌坊側開,方便換刀。上刀軸電動調整刀片重疊量。電機與減速機氣(qì)動離合(hé),可實現拖剪。通過調換隔套,可靈活(huó)改變剪切成品寬度。采用液壓側開式機架,更換刀片方便快捷。
動力部分構造:由機座、電機減(jiǎn)速機、對齒箱、十字萬(wàn)向軸等組成;
主要技術規格:
ü 刀軸徑¢220mm調質(zhì)處理,精磨加工。
ü 減(jiǎn)速機:型號ZQ1000;
ü 功率:75KW/1500rpm
ü 縱剪刀片材(cái)質:6crw2si
ü 特殊(shū)配(pèi)件規格參數: 圓刀尺(chǐ)寸:內徑Φ220mm 外徑Φ320mm
圓刀隔套:內徑Φ220mm 外徑Φ260mm
退(tuì)料膠圈(quān):內徑Φ260mm 外徑Φ320mm
8. 活套:
1) 功能:用於控(kòng)製縱剪機與收卷機之間的速(sù)度同步。
2) 結構:主(zhǔ)要由機架、弧(hú)型過渡架、翻(fān)板平(píng)台、滑(huá)動托輥、過橋尼龍托輪、液壓起落機構等組成。由光電(diàn)開關配合加工速度控(kòng)製(zhì)鋼帶在活套坑中的位置。
技(jì)術規格:
ü 形式(shì): 單板式
ü 數量: 1台
ü 引渡鋼板zui大寬度: 1600mm
ü 活套基礎尺寸(cùn): 長X寬X深=3450X2000X5000mm
ü 主要部位材質: 活套台 鋼板焊接及防劃傷工程塑料板
9. 廢絲收卷:
1) 功能:收取縱剪機切下的板料廢邊。
2) 結構:該設(shè)備由張力(lì)調(diào)速電(diàn)機、減速器、轉盤、刹車裝置、底座及往複排料(liào)裝置等組成。位於生產線兩側,交流調(diào)速電機驅動, 邊絲由井字輪導出。
該設備(bèi)收取廢邊時可進行無級調速,以達到與圓(yuán)盤剪同步(bù)之目的(de)。此(cǐ)外(wài),轉盤擋板是可拆卸的,這樣可容易卸下廢邊卷。
技術規格:
ü 形式: 盤卷手動卸料式
ü 數量: 2台
ü 廢邊鋼板厚度: 0.35-3.0mm
ü 廢邊鋼板寬度: 2-15mm
ü 卷取速度(dù): 0~150m/min(Max.)
ü zui大卷取重量: 200KG/單組
ü 收卷盤規格:Φ340×400mm
ü 收卷盤動力:兩側(cè)各自蝸輪減速電機傳(chuán)動
ü 脫(tuō)料形式(shì):螺杆推動(dòng)收卷傘杆收縮
ü 排線形式:絲杆來回運動
ü 主要部位材質: 轉盤、底座等 鋼板焊接
軸 45#鋼
10: 預分料、張力阻尼 :
1) 功能:使進入收卷機(jī)的鋼帶預先分離。將帶鋼分(fèn)隔導向 、產(chǎn)生收卷張(zhāng)力,便於收緊(jǐn)板料。同時(shí)使收卷鋼帶產生後張力,便(biàn)於卷取時鋼帶緊密不鬆散。
2)預分料、張力阻尼結構:由機架、二套預分料軸、液壓(yā)阻尼機構、壓分料機構,反轉導向輥等組成。
張力(lì)控製采用油缸壓(yā)下板(bǎn)式張力裝置,通過調節(jiē)液壓減壓閥調整(zhěng)壓下壓力。在張力站後附有鋼帶測速測長裝置,提供信號控製線速度(dù)同步,並在主控台顯示鋼帶長(zhǎng)度,並為(wéi)分卷時提供依據。
主要技(jì)術規格:
ü 形式: 液壓板式
ü 數量: 1套
ü 通過鋼板寬度: 1600mm(Max)
ü 主要(yào)部位材質: 機架鋼板焊接(jiē)上、下壓板Q235A鋼焊接退火處理
ü 預分料軸規格:Ф100×1650mm;
ü 預分料(liào)片規(guī)格:Ф200×3mm(預壓分料片可通用)
ü 預分料片材質:65Mn,淬火(huǒ)處理;
ü 裝分料片形(xíng)式:手動推動一端牌(pái)坊實現
ü 預分料軸升降:液壓油缸傳動Φ80×100mm
ü 阻尼形(xíng)式:機架橫梁式壓緊,上下橫梁間加羊毛氈、硬木板;
ü 阻尼板壓(yā)下油缸:Ф80×130mm;2隻
ü 反轉輥徑:φ300mm(表麵鍍硬鉻)
ü 入口安裝進料導板,液壓擺動並伸縮
11 收卷機(jī):
1)功能(néng): 將縱剪(jiǎn)後的帶料重新卷成(chéng)成(chéng)品卷。
2)結構:卷筒為懸臂漲縮式,由主軸、楔形滑塊、拉杆、鉗口、弧(hú)形板等組成;卷筒采用直流調(diào)速(sù)電機驅動旋轉,液壓驅動徑向漲縮方式(shì); 卷(juàn)筒上設(shè)有液壓(yā)懸臂式卷帶分離器可隨鋼卷增大而自動上升,收齊料卷並能始終(zhōng)壓緊鋼卷。帶有氣動快速刹車裝置。退料采用液壓推板方式,以保證退料時鋼(gāng)卷不錯(cuò)層、不散卷。主(zhǔ)要(yào)由直流馬達、減速(sù)箱、卷筒、固定(dìng)底座等組(zǔ)成。
卷筒上設有液壓分離器,可隨鋼卷外徑增大而自動上升,收齊料卷、並能始終壓緊鋼卷;
減速機構:箱體式齒輪(lún)傳動;
技術規格:
ü 形式: 滾(gǔn)筒(tǒng)式
ü 數量: 1套
ü 卷取(qǔ)內徑(jìng): Φ508mm
ü 卷取外徑: Φ1600mm
ü 卷取(qǔ)重量: 15 t (Max)
ü 卷取速度: 0~60m/min可調
ü 收(shōu)卷筒(tǒng)漲縮直徑: Ф508mm
ü 收卷筒有效長度: 1650mm
ü 壓分料軸規格: Φ100×1650mm
ü 分料片規格及材質: Φ200×3mm,65Mn淬火處理
ü 漲縮液壓油缸: Ф200×80mm
ü 壓分料軸壓下動力(lì): 液壓油缸Φ80×350mm,壓力可調
ü 卷取方式: 上(shàng)卷式
ü 驅動電(diàn)動機: DC 90 KW
ü 收卷軸支承架結構:鋼製結(jié)構件;液(yè)壓油缸Φ80×350mm
ü 主要部位材質: 齒輪箱 鋼板焊(hàn)接 退火處理
楔形滑塊 35#鋼 調質處理
主軸 JIS-SCM440 調質處理
弧型板(bǎn) 鑄鋼(調質處理、表麵鍍鉻拋光處理)
齒輪(lún) 40Cr鋼(調質、高(gāo)頻處理HRC48-52)
12、 收卷輔助支承:
用途:支(zhī)撐收卷(juàn)機卷筒懸臂端,增加其負(fù)載時(shí)的旋轉剛性。
ü 結構:連杆式,液壓油缸推(tuī)動擺動
13、卸料小車:
1) 用(yòng)途: 是將鋼卷升至(zhì)放料(liào)架位置,升降上料;
2) 結構:由小車機架、V形(xíng)托盤(表麵覆聚氨酯板)、升降油缸、4根導(dǎo)柱、導套、托料座、走輪、鏈條、2條傳動軸、電機擺線(xiàn)針輪減(jiǎn)速機等組成;為(wéi)防止卷料在(zài)運出過程中傾翻,特在小車上設有(yǒu)分段式插杆裝置。
電(diàn)機減速機通過鏈輪鏈條驅動主軸運轉,從(cóng)而完成小車的行走功能(néng)。V形鋼卷托
盤的升降由油缸完成(chéng),上(shàng)料小車沿鋼卷徑向行(háng)走。導柱導向以防(fáng)托盤上升下降(jiàng)時歪斜。
鋼板焊接件采用回火處理; 導柱表麵鍍(dù)鉻;走輪表(biǎo)麵淬火HRC45-50
技術規格:
ü 電機功率 AC 3KW
ü 升降油缸 Ø160X700mm
ü 導向杆數量: 4根
ü 承載卷重: 15T(Max)
ü 車輪: 45#鋼(gāng) 淬火硬度(HRC45-50)
ü V形托料(liào)架工作麵 聚氨酯板 可更換
14、導向對中壓料裝置:
1) 功能:導正(zhèng)板料走向,使(shǐ)板料位於機組中心線。壓緊板料,以防板料上翹;
2) 結構:采用立輥導向,主要有絲杆、導向杆、滑座、立式導輥、對中(zhōng)調節手輪及托輥組成。
技術規格:
ü 形式: 兩(liǎng)側單獨調整,整體可移動式
ü 數量: 1套
ü 側導調整寬度: 600~1600mm。
ü 導輥直徑 Ø80X150mm,材質為42CrMo、調質(zhì)、中頻處理,鍍硬鉻後拋光而成
ü 滾筒 45#鋼,表麵包聚胺脂。
ü 左右(yòu)絲杆雙向調(diào)整寬度。 45#鋼(gāng)
15、5輥複校、四輥夾送(sòng)定尺裝置
1)功能:對活套上來的鋼板進行二次(cì)精校平以及(jí)司服定尺。
2)構(gòu)造:由機座、機架、校平輥、定尺輥、夾送輥、壓(yā)下機構、刹車、行星齒輪(lún)減(jiǎn)速機、齒輪、司服電機、聯軸器等(děng)組成;定尺上下輥均為主動輥(gǔn),其中一根定尺(chǐ)上輥(gǔn)塗聚氨(ān)脂膠硬度(dù)邵氏85-90°。
技術規格:
ü 形(xíng)式: 標準型(xíng)式
ü 數量: 1套
ü 送料鋼板厚度(dù): 0.4~3.0mm
ü 送料鋼板寬(kuān)度: 600-1600mm
ü 伺服電動機: AC11Kw 安川
ü 伺服控製係統(tǒng): 安川
ü 夾送(sòng)輥: 4支
ü 夾送定尺輥直(zhí)徑 Φ159mm
ü 整平輥(gǔn): 5支(上2下3)
ü 整平輥直徑 Φ120mm
ü 觸摸屏: 日本三菱(líng)
ü 主要(yào)部位材質(zhì): 牌坊、底座等 鋼板焊接(退火處理)
ü 夾(jiá)送輥:42CrMo鋼,調(diào)質、中頻處理,鍍硬鉻後拋光而成,其中一(yī)支外包聚氨(ān)脂。
ü 整平輥:42CrMo鋼,調質、中頻處理,鍍硬鉻後拋光而成。
ü 齒輪: 40Cr 鋼 調質、高頻處理HRC50-52度
ü 減速機:高精密(mì)安川伺服專配(pèi)行星齒輪(lún)減速機
ü 夾送定尺輥間隙調整:
上輥調節量升降由電機(jī)經蝸輪蝸杆減速機驅(qū)動,壓緊力手動調整
16. 高速(sù)氣動橫剪機
1) 功能:定尺剪切鋼板
2) 構造:氣動離合(hé)剪床為一根據NC指令將鋼板快速(sù)切(qiē)斷(duàn)的設備,裁剪方式是通過電機、氣(qì)動離合器、皮帶、皮帶輪、齒輪帶動曲軸由下往上驅動刀片進行裁剪(jiǎn),剪切速度是由電機轉速決(jué)定的。其下刀座坐落在線性矩形導軌內,保證其上(shàng)下精密運(yùn)動。該設備裁剪不同板厚時可通過外側手輪快速調整斜塊來調整橫切刀間隙,每片刀片的四麵刀刃都可使用,更換方便。該設備主要由牆板、上下刀座及刀片、間隙調整機(jī)構、曲軸(zhóu)、線性矩形導軌、電機及氣動離合器等組成。
主要技術參數:
ü 形 式(shì): 鋼板焊(hàn)接機架,曲軸連杆機構
ü 刀片材質: 6CrW2Si,硬度:HRC54-58°
ü 剪切毛刺高度: ≤0.05mm
ü 刀片形式: 上刀矩形四麵刃,下刀V形兩麵刃
ü 剪(jiǎn)切形式(shì): 刀架由下向(xiàng)上剪(jiǎn)切,毛(máo)刺向上
ü 導(dǎo)向形式: 矩形導軌支(zhī)承
ü 驅動形式: 氣動離合器、飛輪傳動(dòng)。
ü 主要部位材質: 刀片: SLD-11(刀刃4麵可用)
牆板、上下刀座、底座等: 鋼板焊接
曲軸: 40Cr鋼(調(diào)質處理)
齒輪: 40Cr鋼 (調質、高頻處理HRC48-52)
ü 電機: AC 15Kw
ü 刀架(jià)運動軌跡為精鑄(zhù)銅板,摩擦阻(zǔ)力小。上(shàng)導軌可作刀架前後傾微調,可獲得較好的(de)剪切斷麵。
ü 壓(yā)料裝置采(cǎi)用彈簧壓料,壓(yā)板壓腳有防滑墊塊,壓料力較大且不易損傷板料表麵。
ü 本機床采用氣(qì)動離合器動力傳動,從而大大提高了剪切速度。
17.皮帶輸送機:
1)功能:將剪切下(xià)來的鋼板輸送至氣動排料架(jià)。輸送機為一(yī)將剪切後鋼板繼續輸送到後工序的設備(bèi)。
2)構造:它由鋼(gāng)結構輸送架,輸送皮帶、托輥、鏈條、鏈輪及變(biàn)頻調速電機等組成。輸送(sòng)皮帶為耐高拉力纖維輸(shū)送帶,品質(zhì)保證、防滑及(jí)耐磨力高。此外,輸(shū)送皮帶的運行速度也是無級可調的。
主要技術參數:
ü 形式 : 皮(pí)帶輸送式(shì)
ü 數量 : 1套
ü 驅動電動機 : AC 4KW
ü 主要部位材質(zhì): 輸送架(jià) 鋼板焊接
托輥 20# 鋼
ü 鏈輪 45# 鋼
ü 輸送(sòng)皮帶 耐高拉力纖維
18.氣動落料架:4m
1)功能: 疊料裝置為一自動將校平並定尺裁剪後的鋼板整齊堆垛的(de)裝置
2)構造: 該裝置主要由疊料架、前後及側擋板、絲杆傳動機構等組成。
結合升降台及輸出台車,還可將(jiāng)整齊(qí)堆垛的鋼板輸送到包裝區域進行打包等作業。該裝置(zhì)配(pèi)有鼓風機和自(zì)動(dòng)接料架機構,對(duì)鋼板表麵起(qǐ)到很好的保護作用。在尾部加裝手持式開(kāi)關盒,以便卸料。此外,該(gāi)裝置具有長寬限位,自動(dòng)打板,自(zì)動升降,等功能。
主要技術參數:
ü 形式 : 雙台車輸出式
ü 數量 : 1套
ü 疊料鋼板寬度: 600-1600mm
ü 疊料鋼板長度: 500-4000mm
ü 板麵保護: 風托+自動接料架
ü 鼓風電動機 : AC 7.5Kw(可變頻調速)
ü 升降台一次下降(jiàng)高度: 50mm,根據使用(yòng)情況(kuàng)可調整。
ü 集料高(gāo)度: 650 mm(含木架)
ü 集料重量: 5T(MAX)
ü 主要部位材質: 疊料架、升降台、輸出台車等 鋼板、型鋼等焊接
絲杆 45#鋼 調質處理
車輪軸 45#鋼 調質處理
車輪 45#鋼 淬火硬度HRC45-50
19.“x”升降台車:
1)功能:升降出料小車用(yòng)。
2)構造: 由底座、“x”支撐架、液壓升降機構、台車麵架、導軌等組成。 隨著剪切鋼板堆垛數量的增加升降台車可自動下降。
技術規(guī)格:
ü 有效台(tái)麵:3500×1600mm;
ü 有效升降高度:400mm;
ü 有效承重:5000kg;
20.出料小(xiǎo)車 (2台側出料):
1)功能: 堆集氣(qì)動排料架拋下的鋼板。
2)構造: 由機架,軸(zhóu)承,軸承支座,輸送輥,減速電機等組成。
校平後的(de)板材到達卸料(liào)平台,置料裝(zhuāng)置根據程序將板材向前推進(jìn),當鋼板堆積至要求的位置,出料小車由電機驅動,將鋼板移出垛(duǒ)料架,完成提(tí)升,包裝(zhuāng)。
技術規格:
ü 台麵規格:3.5米*1.6米
ü 出料電機:BWD2-35-1.5KW
21. 電(diàn)控係統:
1)功能:使全機組設備可實行(háng)自動及手動動作。
2)構造(zào):本線電氣係統(tǒng)由PLC集中控製,配備觸模式(shì)液晶彩色(sè)顯示器,采用人機對(duì)話輸入(rù)方式,具有長度設定、自動計(jì)數、速度調(diào)整(zhěng)、自動/手動進(jìn)給,連續剪切、係統保護等功能。
開卷機采用液壓驅動,手動調速。正常開料時,開卷機一般(bān)不主動放料,而由校平(píng)機拖動。自動運行時(shí),可由液壓抱閘製動器產生反向張力(張力(lì)大小可手(shǒu)動調節(jiē)),板料不易走偏。
校平機速度調整既可手動調速也可自動變速,便於(yú)速度相匹(pǐ)配,使校(xiào)平機在全線運行過程中平穩運行,提高板材平整質量(liàng)。
板材送料長度采用交(jiāo)流(liú)變頻定尺,可通(tōng)過人機界麵(miàn)輸(shū)入工件長度、連續剪切件數及送料速度等參數,達到編程件數時全線會自動停車。
生產線充分(fèn)考慮人機安全(quán),采取可靠防護(hù)措施防(fáng)止誤(wù)動(dòng)作,一(yī)旦出現緊急情況,可以快速切斷電源(yuán)。各操縱台上都設置急停按鈕。
生產線設有三種工作方式,即:調整、手(shǒu)動、自動。以便實現生產線的單機單動和全線協調自動運行。
全線電控係統由(yóu)配電櫃(guì)、操作台(tái)、外部檢測元件(編碼器、光電開關、接近開關、行程開關(guān)等)、外部執行元件(電機、電(diàn)磁鐵)和電(diàn)氣附件構成。
配電櫃:主要安裝強電(diàn)元(yuán)件(空氣開關(guān)、接觸器、繼電器等)、變(biàn)頻器、PLC等。
操作台(tái):操作台由二個分操(cāo)作台組成。便於全線單機和連線(xiàn)操作。
l 電氣控製係(xì)統的組成:
包括PLC(可編程控製器)、歐(ōu)陸590C、觸摸(mō)屏、變頻器、檢測和保護(hù)元件等。
l 電氣控製係統(tǒng)的基本功能:
Ø 能夠實現人機對話(菜單功能)。
Ø 具有自我檢測(cè)功能。
Ø 具有自動計數功(gōng)能和自動報(bào)警功能。
Ø 具有斷電(diàn)保護及通電續開功能。
l 電氣控製係(xì)統的特點和(hé)工作方式:
Ø 按照卷料不同(tóng)工作流程下達參數調整程序,控(kòng)製整條生產線各設備的運(yùn)轉。
Ø 工作方式分為手動方(fāng)式和自動方式兩種:
² 手動方式下,操作員(yuán)通過操作(zuò)麵板上的按鍵,以點動的方式控製各(gè)單機的動(dòng)作。
22.液壓氣動係統(tǒng):
1)功能:使全機組(zǔ)設備可(kě)實行自動(dòng)及手動動作。
2)構造:由液壓站、液壓泵、閥板、液壓換向閥、疊加式單(dān)向閥、阻尼閥、溢流閥、同步閥、保(bǎo)壓(yā)閥以(yǐ)及(jí)調(diào)正閥、高壓(yā)軟硬管道、接頭等組成。
傳動功率:7.5kw-4
壓力:0-12Mpa,
額定(dìng)排量:16L/min
生產線")
開卷校平分條收卷剪切生產線


孔中心")
換平台光纖激(jī)光切割機")
原法蘭衝(chōng)孔機")
")



購")




產線")
鋼圓法蘭成型機")



 陝公網安備 61011102000521號(hào)
陝公網安備 61011102000521號(hào)
{kind=link}